


活性炭磨粉机与生产线工艺
- 时间:2026-05-06
- 阅读量:57

活性炭磨粉机是指将活性炭研磨成粉体的设备。磨粉机需采用开路系统,并配备除尘、防爆、惰性气体保护及防静电等安全措施。研磨时需严格控制磨腔温度(≤80℃),并通过优化研磨参数,在磨腔温度与孔隙结构之间取得平衡。
什么是活性炭?
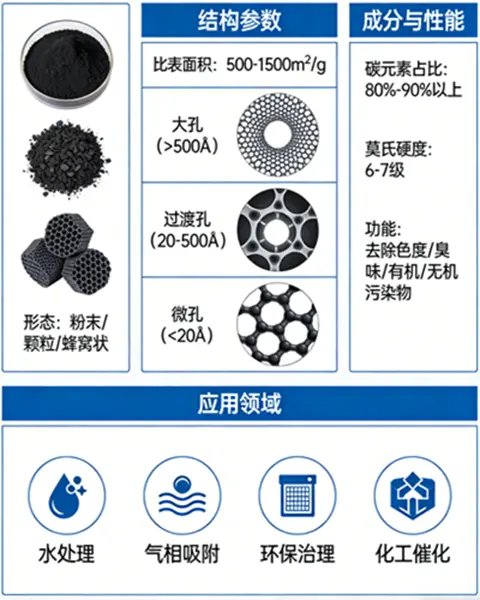
活性炭是一种经特殊加工处理的黑色粉末状、颗粒状或蜂窝状无定形碳,具备超高的比表面积(500-1500m²/g)和发达的孔隙结构(分为大孔>500Å、过渡孔20~500Å、微孔<20Å),能有效去除色度、臭味以及大多数有机和无机污染物。其化学成分中碳元素占80%~90%以上,物料莫氏硬度一般为6~7级,广泛应用于水处理、气相吸附、环保治理以及化工催化等领域。
活性炭磨粉生产线的注意事项
水分控制:活性炭原料含水率需严格控制在8%~12%,湿度过高容易导致物料粘附堵塞,湿度过低会增加粉尘爆炸风险,高湿原料须配置干燥机预处理。
原料处理:入磨原料须经过多级破碎至≤30mm,避免大颗粒直接入磨导致磨粉机负荷过大、研磨不充分,同时需通过除铁器去除金属杂质,振动筛筛除大颗粒杂物,防止杂质污染粉体。
开路工艺:活性炭高温易燃,磨粉机系统需采用开路工艺,物料研磨后一次性快速排出,不进行分级于返料,降低物料在磨腔内的停留时间,防止高温燃烧。
安全防护:活性炭粉体属易燃易爆物料,须在扬尘点配置局部密闭罩与脉冲布袋除尘器,确保粉尘浓度≤8mg/m³,除尘器尾气需经活性炭吸附装置处理后排放,磨粉机系统需安装防爆阀与泄爆片,并配备惰性气体保护系统,当粉尘浓度达爆炸下限50%时自动注入氮气,同时采用防静电设备消除火花。
存储运输:活性炭的存储须采用防潮包装,并储存于干燥通风的仓库,防止水浸后孔隙被充满而丧失吸附功能,严禁焦油类物质接触以免堵塞孔隙,储存运输中远离火源,再生活性炭须冷却至80℃以下方可存放,防止高温遇氧自燃。
如何选择合适的活性炭磨粉机?
雷蒙磨粉机

雷蒙磨粉机适用于木质炭、果壳炭等纤维结构明显、硬度适中的原料,以及年产2万吨以下的中小项目,此领域雷蒙磨粉机性价比最高,粒度80~400目调节灵活,但必须升级核心研磨部件(如:高铬合金磨辊)以应对莫氏6~7级的磨损风险,同时需严控入磨水分(8%~10%)并加大系统风量抑制温升,防止碘值下降。广泛应用于净水滤料、溶剂回收等常规吸附场景,是对孔隙结构破坏较小且综合成本可控的优选方案。
立式磨粉机

立式磨粉机适用煤质活性炭以及高水分原料(≤15%),且年产5万吨以上的大型生产,其磨辊与磨盘不直接接触,通过料层挤压实现粉碎,剪切力小,保护活性炭孔隙结构。集成烘干与粉磨功能,单位电耗优于雷蒙磨粉机,单机产能可达数十吨,但需配置多级除铁器应对硬质异物引发的振动风险。适合电厂脱汞、大型污水治理等对吸附性能要求严苛的规模化场景,初始投资成本虽高,但长期运行投资回报率高。
超细磨粉机

活性炭400~2500目超细粉体加工选型需根据产品定位、产能规模、品质要求选择不同技术路径:
超细环辊磨粉机:适用于成品用作电池负极、导电填料、着色剂等对活性炭粉体孔隙结构要求不严格的非吸附领域,其投资成本较低,但必须进行小批量研磨试验,量化碘值衰减率。
超细立式磨粉机:适用于需要保留吸附性能的大规模工业化生产,其对活性炭孔隙结构的破坏较低,碘值损失率可控。同时能耗仅为气流磨的1/3左右,单机产能大,适用于高端水处理、电厂脱汞、医药载体等领域。
气流磨粉机:适用于对碘值保留有极致要求如医药级、食品级、超级电容器等吸附领域,其无机械接触的特性能最大程度保护孔隙结构,但能耗极高、投资大,仅适合高附加值、小批量产品。
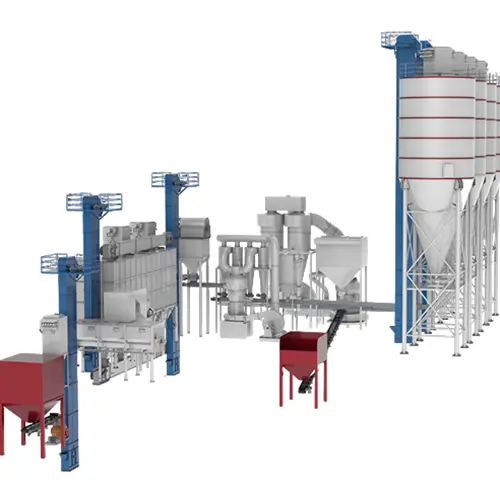
活性炭磨粉生产线的工艺流程
活性炭磨粉生产线需控制原料水分(8%~12%)并做好安全防护措施,原料经颚破、锤破多级破碎至≤30mm,再通过除铁器除铁、振动筛筛分,确保原料符合入磨条件,并根据原料特性选用开路系统的活性炭磨粉机,物料一次研磨后快速排出收集为成品。磨粉机、除尘器等关键设备安装防爆阀与泄爆片,并配备惰性气体保护系统,PLC系统实时监控温度(≤80℃)、压力等参数,保障安全生产。
活性炭磨粉机的应用场景

活性炭磨粉常见问题解答
活性炭磨粉生产线有哪些防爆措施?
磨粉机、分级机、除尘器等设备安装有防爆阀与泄爆片,并配备惰性气体(氮气)保护系统,同时采用防静电输送设备与接地装置,消除静电火花,最后PLC系统实时监控温度(≤80℃)、压力等参数,保障安全生产。
如何平衡活性炭磨粉机的磨腔温度与孔隙结构?
平衡活性炭磨粉机磨腔温度与孔隙结构,可通过优化研磨参数,利用变频给料维持最佳料层厚度以避免空磨或过载生热,强化热交换,加大系统风量强制对流散热,并对关键热源点配置风冷或水冷系统,严格将磨腔温度控制在80℃以下。
活性炭磨粉机处理再生活性炭原料时需注意什么?
再生活性炭出窑后须强制冷却至80℃以下后才能进入磨粉机,防止高温遇氧自燃,入磨前需检查再生彻底性,并通过磁选、筛分去除金属以及耐火砖等杂质,避免堵塞磨机、污染粉体,并建议先进行小批量试机后,确认无黏附、堵塞、温升异常后再进行量产。










 网站首页
网站首页 产品中心
产品中心 关于桂矿
关于桂矿 一键拨打
一键拨打